Suunnitteluohjeistus metallin 3D-tulostukseen
+
Hyvin suunniteltu on puoliksi tehty – niin myös metallitulostuksessa. 3D-tulostus mahdollistaa aivan uusia rakenteita ja ratkaisuja, tulostamalla rikot rajoja. Tiedostamalla joitakin perussääntöjä ja välttämällä tunnettuja sudenkuoppia saavutat enemmän ja saat kerralla valmista.
Tällä sivulla käymme läpi onnistumisen kannalta keskeisiä suunnittelusääntöjä ja ohjeita. Mitä ikinä kysymyksiä mieleesi nouseekin, ole meihin yhteydessä.


Suunnittelu on tulostamisessa kaiken keskiössä
“Kaikkea” voidaan, mutta ei kannata tulostaa.
Jätä kaikki turhat muodot ja materiaali pois. Kun perinteisessä valmistuksessa pois jätetty materiaali – eli koneistus – maksaa, tulostuksessa se on yhtä säästöä. Siis vähemmän on enemmän.
Mitä vaikeampi suunniteltu kappale on koneistaa, sitä tuloksellisempaa se on tulostaa. Toisaalta, jos kappale on todella helppo koneistaa, tulostaminen kannattaa vain erityisistä syistä, kuten toimitusajan takia.
Suurimmat edut saavutetaan, kun komponentin tavoite ja tarkoitus ovat suunnittelun lähtökohta. Topologiaoptimointi ja virtauslaskenta tukevat prosessissa.
Olemassa olevien komponenttien tulostettavuutta kannattaa useimmiten parantaa niitä keventämällä ontelomaisin ja verkkorakentein, sekä jättämällä merkityksettömiä muotoja kokonaan tulostamatta. Myös vaihtoehtoiset materiaalit voivat tuoda lisää kestävyyttä ja kustannusetuja.
Metallin 3D-tulostus on kypsä tuotantoteknologia, joka nostaa kilpailukykysi uudelle tasolle
Perussäännöt 3D-tulostetun metallikomponentin suunnitteluun
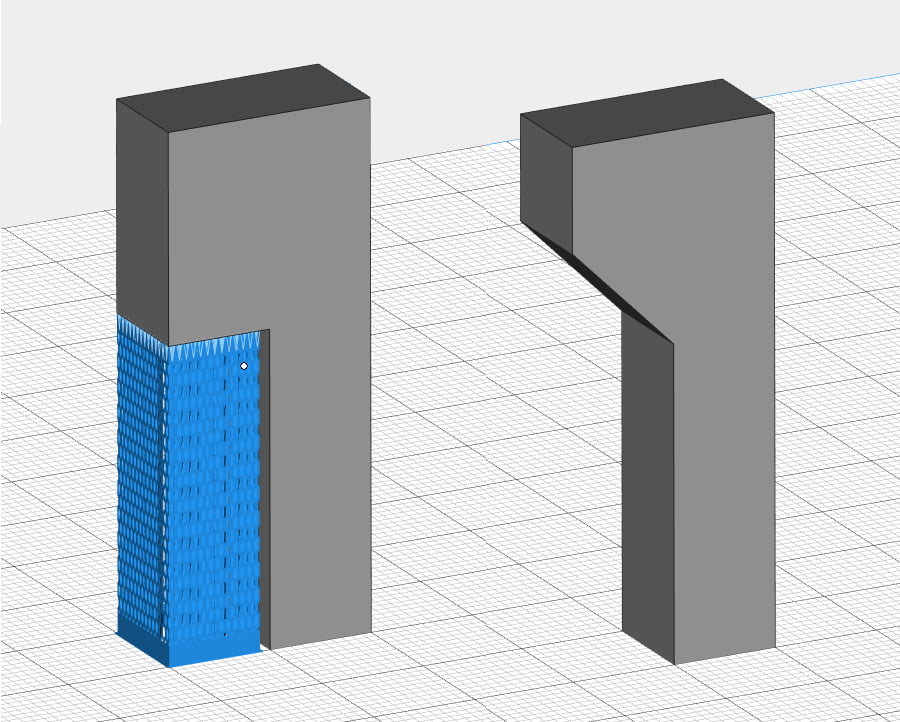
Tyhjän päälle ei voi rakentaa
- Suunnittele kappaleen muodot rakentumaan 45 asteen kulmaan tai pystympään -> vältytään tukimateriaalin käytöltä.
- Materiaali, prosessi ja geometria vaikuttavat mahdolliseen kulmaan. Välillä jopa lähes vaakaan rakentaminenkin onnistuu, välillä 45 astetta tuottaa haasteita -> jos epäilet, ota yhteys tukeemme.
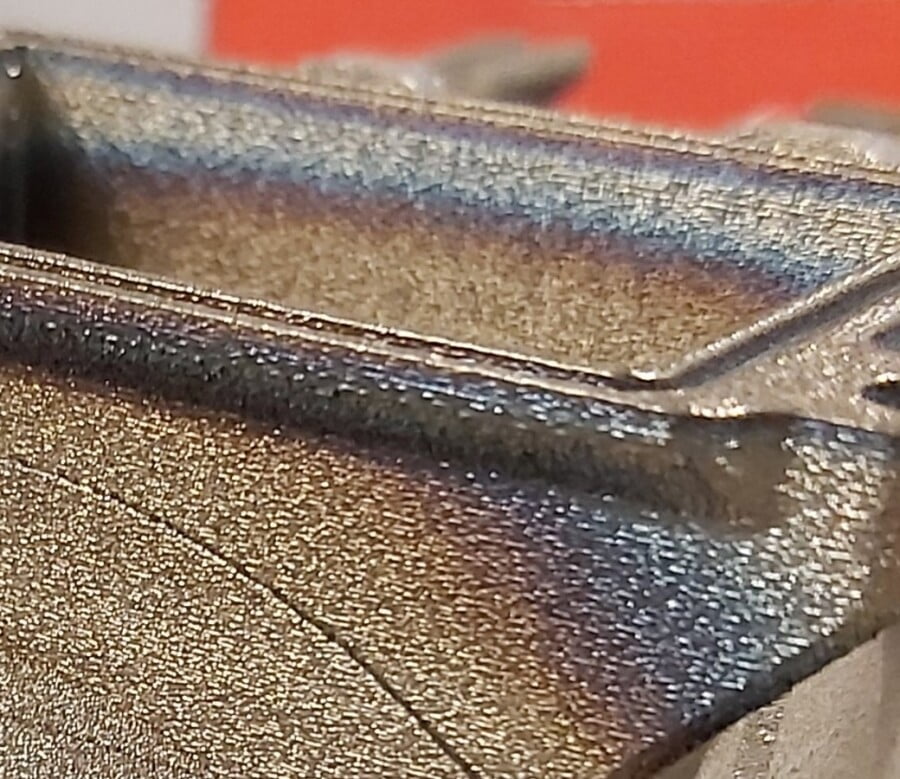
Lämpöä syntyy metallia sulatettaessa paljon ja se on johdettava pois kappaleesta
- Vältä paksujen geometrioiden rakentamista ohuiden seinämien päälle, koska lämpö ei tahdo johtua riittävällä tavalla ja aiheuttaa vääristymiä ja värivirheitä.
- Ohuimpana seinäsuosituksena voidaan pitää 0,7mm-1mm. Kuitenkin seinämiä voidaan ohentaa aina 0,3mm:iin asti tietyin rajoittein.
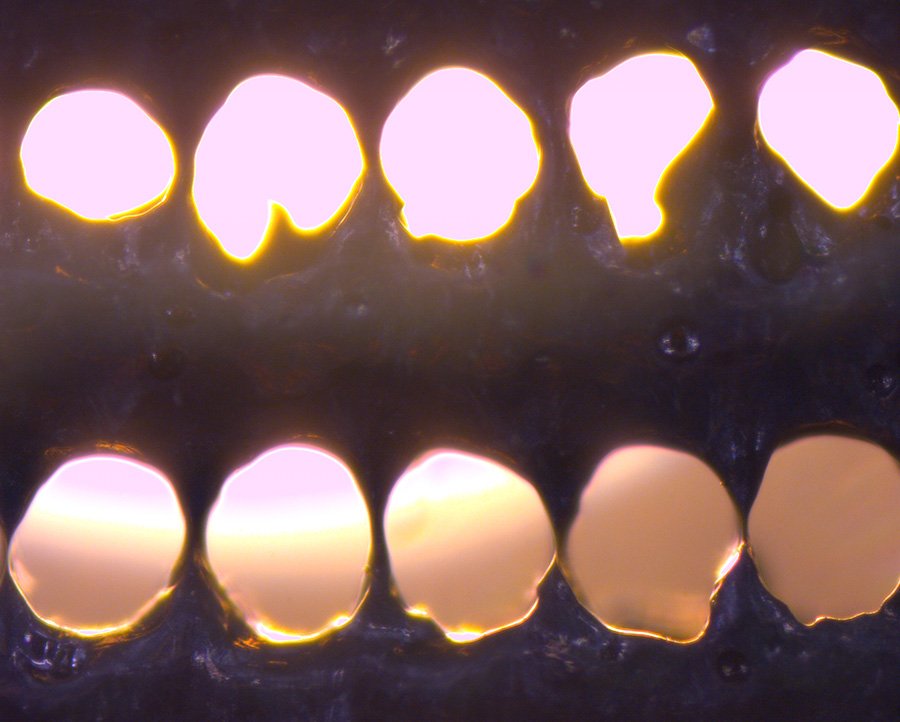
Reikien tekeminen tulostamalla on ilmaista
- Tulostamalla tehdyt kanavat voivat olla muodoiltaan täysin vapaita. On kuitenkin hyvä muistaa, että alle 1mm ja yli 6 mm vaakareiässä reiän muodon ei kannata olla pyöreä.
- Joko ovaali, pisaran muotoinen, salmiakki tai muu reiän katon pyöreää sädettä pienentävä muoto on tulostuksessa toimivampi.
Mikä muoto rakentuu, mitä minun tulee välttää?


Tavoitteena oikean muotoinen ja mittatarkka kappale
Lämmön ja tulostuksen aikaisten jännitysten takia kappaleen muodot saattavat elää prosessin eri vaiheissa. Tätä vähennetään oikealla tulostusasennolla sekä tukirakenteilla. Tukirakenteet sekä ankkuroivat kappaleen kiinni alustaan, että johtavat prosessin lämpöä pois.
Metallitulosteet ovat varsin mittatarkkoja ja pinnaltaan hyviä, siten usein sellaisenaan riittäviä. Tarkat muodot, toleroidut mitat ja vaativat pinnankarheudet saavutetaan kuitenkin koneistamalla.
- Tulostusta varten olisi hyvä tietää kappaleen toiminnallisuuteen vaikuttavat pinnat, jotta vältytään ylimääräiseltä jälkityöstöltä.
- Usein kappaleisiin tarvitsee koneistaa vaan tietyt tiivistyspinnat, liitospinnat, laakeripesät ja vastaavat.
Suunnittele tulosteeseen koko valmistuksen ketju
- Jätä koneistettaviin tulosteisiin 0,5mm-1mm koneistusvarat.
- Pienillä koneistusvaroilla jälkikoneistukset ovat lyhyitä, usein viimeistelylastu pinnasta riittää.
- Osa tulostuksessa käytettävistä materiaaleista haastavat kokeneenkin tulostajan. Tarvittaessa käänny puoleemme.
- Tulostetut, optimoidut geometriat ja rakenteet voivat olla haastavia kiinnittää koneistuksessa. Huomioi siis koneistusvaihe ja kiinnityspisteet kappaletta suunnitellessasi, voit säästää merkittävästi kustannuksia.
- Kiinnityspisteiden tulostaminen on jigiä halvempaa.
- Aina rakenne ei salli kiinnityspisteitä ja tulostettu jigi on paras ratkaisu. Käänny puoleemme.

Pintakäsittely tavoitteen ja tarkoituksen mukaan
Delva tulostuspalvelunasi tukee oikean pintakäsittelyn valinnassa ja halutessasi toimittaa kappaleet valmiiksi käsiteltyinä.

Materiaalilla on väliä, myös tulostettaessa
On olemassa ns. helppoja ja vaikeita tulostusmateriaaleja. Erot johtuvat pääasiassa jännityksistä ja lämmön johtumisesta. Tulostuskokemuksella näitä rajoitteita pystytään helposti tunnistamaan jo mallinnusvaiheessa.
- AlSi10Mg kuuluu helpoimpiin ja siitä pystytään rakentamaan tulostussääntöjä ja rajoitteita rikkovia muotoja.
- Inconel 939 löytyy vaikeammin tulostettavien materiaalien joukosta; haasteita vois syntyä jo yksinkertaisemmissakin geometrioissa.
Tulostuspalvelusi rikkoo rajoja
- Laatu syntyy laadukkaista materiaaleista hyvillä koneilla ja testatuilla parametreilla. Huolellinen lämpökäsittely viimeistelee halutut ominaisuudet.
- Jos perusparametreillä tulostettaessa ei saavuteta haluttua tulosta on mahdollista tehdä tulostusparametrien säätöä. Sama koskee lämpökäsittelyä.
- Prosessin tunteva kokenut toimija voi ennustaa parametrisäädön vaikutuksia, jotka on kuitenkin hyvä todentaa materiaalitesteillä.
- Sama koskee lämpökäsittelyä. Lue lisää lämpökäsittelyn vaikutuksista ja siitä tehdystä tutkimuksesta täältä.

Ota yhteyttä ja autamme sinua löytämään parhaan ratkaisun yrityksellesi.

Markku Lindqvist
tekninen johtaja
markku.lindqvist@delva.fi
+358 50 522 5016

Eetu Kivirasi
AM Spesialisti
eetu.kivirasi@delva.fi
+358 50 336 8766